Пенопласт, или пенополистирол, – экологически чистый, практически безвредный материал. Одноразовую посуду и различные виды упаковки для длительного хранения продуктов изготавливают именно из пенополистирола. Пенопласт – один из самых качественных теплоизолирующих материалов. По соотношению цены и качества этот материал лучше прочих строительных изоляционных материалов.

Производство пенопласта.
Толщина стен, в равной степени препятствующих потерям тепла, будет разной у разных материалов. Например, толщина стены из железобетона должна быть 430 см, из кирпича – 220 см, из минеральной ваты – 20 см, а из полистирольного пенопласта – 15 см. Используя пенопласт, можно уменьшить конструктивную толщину перегородок и увеличить общую полезную площадь внутреннего помещения.

Производство пенопласта.
Использование пенопласта в строительстве позволит уменьшить затраты на отопление. Технические характеристики пенополистирола стабильны во времени, он влагостойкий и сохраняет свои параметры при пониженных температурах. У пенопласта высокая прочность к механическим воздействиям. Что немаловажно, он устойчив к возгоранию и имеет первую степень огнестойкости.
При горении пенопласт разлагается на воду и углекислый газ, а они, в свою очередь, не позволяют пламени распространиться. Влагостойкость этого материала позволяет использовать его для утепления цокольных этажей, стен подвалов, фундаментов и других подземных элементов зданий. Пенополистирол не создает питательную среду для бактерий и грибков, не выделяет растворяющихся в воде веществ и не разлагается. Какова же технология производства пенопласта?
Методы изготовления пенопласта

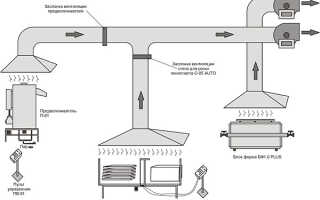
Упрощенная технологическая схема производства плит из пенополистирола: 1. Предвспениватель. 2. Бункер промежуточной выдержки вспененных гранул. 3. Бункер вторичного сырья. 4. Вентилятор системы пневмотранспорта. 5. Мельница-дробилка вторичного сырья. 6. Дозатор-смеситель. 7. Блок-форма. 8. Гидростанция с постом управления. 9. Резательный стол. 10. Склад готовой продукции.
Первый метод изготовления пенопласта был разработан в 1951 году германской фирмой «BASF». Простота аппаратурного обеспечения и технологической схемы позволила методу распространиться во всех развитых странах мира. Из отдельных вспененных гранул можно изготовить модели довольно сложной конфигурации, из большого блока этого сделать невозможно.
Раздельные гранулы можно вспенить в 6-7 раз быстрее, чем большой блок; при вспенивании цельного блока полистирола слои на поверхности подвержены воздействию тепла более продолжительное время, чем внутренние слои, что может привести к разрыву стенок ячеек и нарушению структуры поверхностных слоев материала.
Сырьем для изготовления пенопласта является полистирол в виде суспензии. Суспензионный полистирол еще называют бисерным. Его получают методом полимеризации стирола с добавлением изопентана. Сейчас выпускают суспензионный полистирол с пониженным уровнем горючести, иначе говоря, затухающий самостоятельно.
Горючесть полистирола, и, как следствие, пенопласта снижается введением в его состав антипирена или тетрабромпараксилола. Основные свойства гранул пенополистирола определяются весом молекул и содержанием в них стирола, не вступившего в реакцию полимеризации. Метрический состав гранул и влияет на объемный вес материала. Полистирол, применяемый для вспенивания, должен соответствовать республиканским техническим условиям 6-05-959 и 6-05-1019 от 1966 года.

Схема процесса производства пенополистирольных плит.
Величина гранул у суспензионного полистирола техническими условиями определена в пределах от 0,6 мм до 3,2 мм. Молекулярный вес полистирола должен быть от 35000 до 45000. При большем молекулярном весе гранулы недостаточно вспениваются от повышенной температуры размягчения, а при меньшем весе – слипаются на стадии предварительного вспенивания.
Суть процесса изготовления пенопласта состоит в том, что при нагреве выше 80°С полистирол из стеклообразного состояния переходит в текуче-вязкое состояние. А изопентан, в свою очередь, при температуре выше 30°С вскипает и вспенивает гранулу полистирола.
Такая технология производства пенополистирола возможна благодаря способности гранул полистирола свариваться между собой при воздействии относительно небольших температур (до 100°С) и воды.
Технология производства пенополистирола состоит из таких операций:
- предварительное или первичное вспенивание гранул;
- при необходимости сушка ранее вспененных гранул;
- выдержка и последующее формование, спекание изделий;
- охлаждение формованных изделий и блоков;
- резка на изделия или блоки необходимых размеров;
Основная особенность данной технологии изготовления пенополистирола – это то, что вспенивание гранул состоит из 2-х стадий.
Стадия первичного вспенивания

Схема получения карбамидного пенопласта усиленного.
На стадии первичного вспенивания в гранулах появляются ячейки, равномерно распределенные и заполненные парами, они имеют форму многогранников. Толщина стенки ячейки не более 0,005 мм. Размер ячеек около 0,15 мм. Молекулы полистирола в стенках ячеек находятся в строго ориентированном состоянии, и это повышает устойчивость вспененных гранул. Процесс первичного вспенивания довольно трудоемкий. Необходимо обеспечить абсолютное заполнение объема формы, чтобы пенопласт обладал определенным объемным весом. Это зависит от продолжительности вспенивания, температуры процесса, гранулометрического состава и молекулярного веса.
Гранулы полистирола, из которого делают пенопласт, имеют плотность 500-550 кг/м³. После предварительного вспенивания их плотность составляет 15-50 кг/м³. Каждая партия полистирола вспенивается при определенной оптимальной температуре. Оптимальная температура устанавливается для баланса внешнего давления и давления внутри гранул. Увеличение времени вспенивания приводит к увеличению объемного веса, созданию пористой структуры и, как следствие, разрушению гранул.

Оборудование для производства пенопласта.
Расширение гранул происходит только в начале стадии первичного вспенивания, а затем диффузия паров воды оказывает большее влияние. Водяные пары проникают через стенки гранул полистирола. При значительном повышении температуры проницаемость стенок гранул несколько снижается, но остается значительной. В сравнении с диффузией паров проникновение паров в середину ячеек довольно интенсивно.
Предварительное вспенивание проводится с целью снижения количества изопентана, вводимого в состав полистирола. Для того чтобы создать необходимое давление газа и получить изделие с объемным весом в 25-30 кг/м³, нужно 12-15% изопентана. Однако в гранулах полистирола изопентана содержится всего 4,5-5%. При формовании пенопласта нужное давление достигается путем выдерживания сухих гранул. Атмосферный воздух после предварительного вспенивания засасывается внутрь гранул, где образовался вакуум при конденсации.
Предварительное вспенивание проводят с помощью пара, горячей воды или токов высокой частоты. Полистирол нагревают до температуры 100-120°С. Объем гранул при этом увеличивается в 40-50 раз. Зависит это от свойств исходного материала. Для этой процедуры используют различные вспениватели гранул пенополистирола непрерывного или периодического действия.

Схема подключения вакуумного насоса.
При небольших объемах производства рационально использовать вспениватели периодического действия, со средой воздействия в виде воды или пара. В случае вспенивания посредством горячего воздуха нет необходимости сушить и выдерживать гранулы. Однако снижение коэффициента теплопередачи сказывается на эффективности и приводит с неравномерному вспениванию отдельных гранул.
При производстве пенополистирола в больших объемах выгоднее использовать водяной пар. В этом случае можно автоматизировать предварительное вспенивание. Гранулы увлажнятся незначительно, отпадет необходимость сушки. В настоящее время такой метод наиболее распространен. При помощи токов высокой частоты этот процесс значительно ускоряется.
Формование изделия

Технологическая схема производства теплоизоляционных плит из полистирольного пенопласта.
Для того чтобы осуществить формование, необходимо наполнить форму гранулами на 65-70% объема. При повторном нагревании полистирол снова размягчится и станет вязким и текучим. В ячейках гранул создастся избыточное давление паров, воды и воздуха. Результатом этого будет их увеличение. Гранулы пенополистирола уплотняются, деформируются и превращаются в многогранники.
В тех местах, где они соприкасаются, происходит сваривание и образуется прочное монолитное изделие. В процессе вторичного вспенивания на все стенки формы оказывается определенное давление. Величина этого давления напрямую зависит от плотности пенопласта. При достижении максимального давления фиксируется момент окончательного формования. Своевременная остановка процесса формования сильно влияет на качество пенополистирола.
Если затянуть процесс формования, ячейки гранул могут разрушиться и возникнут усадочные явления. В случае преждевременного окончания процесса вторичного вспенивания гранулы плохо сплавляются, ввиду недостаточного нагрева. И в первом, и во втором случае, это скажется на механических показателях и качестве изделия.
Окончательная доработка изделий

Технологическая схема производства листового пенополистирола.
По окончании процесса вторичного вспенивания и после охлаждения пенопласта в ячейках гранул создается вакуум. Пенопласт сопротивляется разнице давлений до той поры, пока воздух не наполнит ячейки. Изделие охлаждают до температуры 40-45°С прямо в формах и лишь потом извлекают. Влага, втянутая вакуумом внутрь гранул, повышает вес изделия и его теплопроводность. Поэтому изделия рекомендуется подсушить.
Если необходимо получить изделие с плотностью более 10 кг/м³, достаточно одной стадии вспенивания полистирола. Давления воды и паров изопентана будет достаточно для того, чтобы материал заполнил весь объем формы. Материал уплотнится и произойдет его склеивание.
В технологии производства пенополистирола предусмотрена тепловая обработка суспензионного полистирола на 2-х стадиях или двукратное вспенивание. На различных предприятиях производство организовано по-разному, что обусловлено различиями оборудования. Различие в выборе оборудования объясняется конфигурацией изготавливаемых изделий и их плотностью. Зачастую пенопласт изготавливают непосредственно внутри строительных конструкций.
Основными достоинствами пенопласта являются: легкость крепления к различным поверхностям, простота механической обработки, склеивание с прочими строительными материалами, возможность обработки ножом или ручной пилой. Также он легко формуется в различные сложные формы. Одна из основных характеристик пенопласта – низкая стоимость материала.